Die Nachführung einer Teleskopmontierung zur Kompensation der
Erddrehung erfolgt traditionell über ein Schneckengetriebe an der
Stundenachse der Montierung. Schneckengetriebe haben sich für
diese Anwendung bewährt, da sie die Möglichkeit eines
großen Übersetzungsfaktors in einer einzigen Getriebestufe
bieten, selbsthemmend sind, und mit der erforderlichen hohen
Genauigkeit hergestellt werden können.
Insbesondere der letzte Punkt ist für astronomische Verwendung
kritisch: der kurzzeitige Nachführfehler eines Stundenantriebs
sollte wenige zehn Bogensekunden nicht überschreiten, vor allem
wenn das Teleskop zur Fotografie mit langen Belichtungszeiten
eingesetzt wird.
Man kann die Fehler eines Schneckengetriebes einteilen in
- Fehler des Schneckenrades (Teilungsfehler, Rundlauffehler)
- Fehler der Schnecke (Steigungsfehler, Rundlauffehler)
- Fehler der Lagerung von Schnecke und Rad.
Charakteristisch für die Fehler von Schnecke und Schneckenlagerung
ist dass sie sich bei
kontinuierlich laufendem Antrieb nach jeder Schneckenumdrehung
wiederholen (typischerweise ca. alle 5 - 10 Minuten). Deshalb werden
diese Fehler zusammengenommen als Periodischer Fehler bezeichnet.
Schneckengetriebe der gewünschten Qualität für
astronomische Anwendung sind sehr viel teurer als Getriebe für
allgemeine Maschinenbauzwecke. Sie müssen wesentlich kleinere
Fehler aufweisen, benötigen andererseits aber keine sonderlich
hohe Belastbarkeit.
Es ist möglich entsprechende Schnecken und Schneckenräder
selbst herzustellen. In der ATM-Literatur ist seit vielen Jahrzehnten
die "Gewindebohrer-Methode" zur Herstellung von Schneckenrädern
bekannt. Dabei wird ein Gewindebohrer verwendet, der eine Verzahnung in
den Umfang eines Rad-Rohlings schneidet. Die dazu passende Schnecke
wird mit gleichen Gewindeabmessungen mit der Drehmaschine gefertigt.
Eine Möglichkeit der Realisierung sieht so aus dass der
Gewindebohrer in das Futter einer Drehmaschine gespannt wird, und der
Rad-Rohling auf einem frei drehbaren Support senkrecht dazu. Im
einfachsten Fall wird das Rad nicht von außen angetrieben,
sondern der Gewindebohrer "schraubt" sich entlang des Radumfangs, und
versetzt dadurch das Rad in Drehung mit der richtigen Geschwindigkeit.
Als Werkstoff für das Rad wird hier üblicherweise eine
Aluminiumlegierung verwendet, da am einfachsten zu bearbeiten und
gewichtsmäßig vorteilhaft.
Das nachfolgende Bild zeigt einen entsprechenden Versuchsaufbau. Als
Werkzeug dient ein M16x2 Gewindebohrer (spiralgenutet). Zu Beginn des
Fräsvorgangs stellt man am Querschlitten der Drehmaschine ca.
0,5mm zu, so dass die Spitzen des Gewindebohrers in den Rohling
eindringen und diesen in Drehung versetzen. Im weiteren Verlauf
erhöht man die Zustellung schrittweise, bis die volle Gewindetiefe
erreicht ist.
Es kommt übrigens, wenn die erste Umdrehung des Rades erfolgt ist,
zur Ausbildung eines Doppel-Zahnmusters. Das ist darin begründet
dass der erste Zahn in der Regel nicht wieder exakt getroffen wird. Im
Verlauf der Fertigung gleicht sich dieser Übergangsbereich jedoch
an, so dass am Ende nur die Zähne an den gewünschten
Positionen verbleiben.
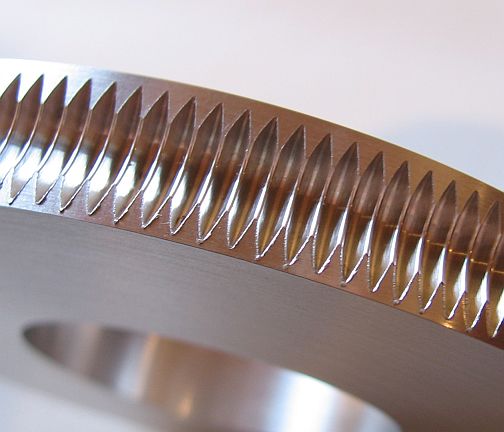
Das im Versuch entstandene Rad (Durchmesser ca. 100mm). Auf den ersten
Blick sieht es recht gelungen aus, jedoch ergab eine Messung einen
recht großen Teilungsfehler (einige Zehntel Millimeter über
ca. 20 Zähne gemessen). Damit läßt sich nicht die
gewünschte Präzision des Stundenantriebs erreichen.
Die Ursache des Teilungsfehlers liegt ohne Zweifel am nicht hinreichend
präzisen Weitertransport des Rades beim Fräsvorgang. Vor
allem an der Überlappungsstelle zeigen sich Fehler. Verschiedene
Folgeversuche lassen darauf schließen dass nur mittels einer
Zwangsführung des Rades, synchronisiert mit der Drehung des
Gewindebohrers, ein signifikant besseres Ergebnis erreichbar ist.
Aus diesem Grund wird eine Erweiterung des Fertigungsaufbaus
vorgenommen. Unterhalb des Rad-Rohlings wird ein einfaches, kommerziell
erhältliches Schneckengetriebe für allgemeine
Maschinenbauzwecke montiert, dass die Führung des
Rohlings sicherstellt. Über passend gewählte Zahnräder
erfolgt eine Ankopplung an die Hauptspindel der Drehmaschine, zur
Synchronisierung der Raddrehung mit der Drehung des Gewindebohrers.
Für das Stundengetriebe der Montierung soll ein Schneckenrad mit
ca. 170mm Durchmesser verwendet werden. Eine genaue Berechung von
Teilung
und Zahntiefe ergibt als mögliche Kombination 171,5mm
Außendurchmesser bei 264 Zähnen. Für den
Fertigungsaufbau bedeutet das: auf 264 Umdrehungen des Gewindebohrers
muss exakt 1 Umdrehung des Rohlings erfolgen, und damit auch 1
Umdrehung des Führungsgetriebes. Da dieses eine Übersetzung
von 100:1 hat, muss über verschiedene Zahnrad-Kombinationen die
Drehung der Hauptspindel um den Faktor 2,64 reduziert auf die
Schneckenwelle des Führungsgetriebes gegeben werden. In obigem
Bild sind die erforderlichen Zahnräder zu sehen: 40 Zähne auf
der Hauptspindel, dann folgt das große weiße Zahnrad (nur
um den richtigen Abstand zu schaffen) mit 130 Zähnen, dieses
treibt ein Rad mit 80 Zähnen auf der Verbindungswelle, an deren
rechtem Ende sitzt ein Rad mit 50 Zähnen, was schließlich
ein Rad mit 66 Zähnen auf der Schneckenwelle antreibt. 80/40 *
66/50 = 2,64.
Hier ist zu sehen wie im unteren Bereich des Rad-Supports das
Führungsgetriebe eingebaut ist. Außerdem erkennt man ein
Kugellager, das den Rohling nach unten abstützt. ein
ähnliches Lager befindet sich direkt unter dem Gewindebohrer. Sie
dienen zur Erhöhung der Steifigkeit und Spielfreiheit des Aufbaus.
Der Ablauf des Fräsvorgangs unterscheidet sich etwas von der
freilaufenden Methode. Um zu verhindern dass sich der Rohling
löst, oder irgendwie gegen das Führungsgetriebe verdreht, und
auch um keine zu großen Kräfte aufkommen zu lassen die
vielleicht zum Blockieren führen könnten, stelle ich
über den gesamten Fräsvorgang nur sehr langsam zu. Am Anfang
ca. 0,1mm pro Umlauf, später nur ca. 2-4 Hundertstel. Die Drehzahl
des Gewindebohrers liegt bei 125 pro Minute.
Ein dauerndes Problem sind die entstehenden Späne. Man kann sie
gar nicht schnell genug wegbürsten, und immer wieder kommt es vor
dass sie in der entstehenden Verzahnung hängenbleiben. Was das
für die Genauigkeit bedeutet muss sich noch herausstellen.
Nach einer Gesamtzustellung von 2,3mm ist die volle Zahntiefe erreicht.
Ein paar Umdrehungen ohne Zustellung schließen den
Fräsprozess ab.
Das Ergebnis sieht recht erfreulich aus:
Nach der gleichen Methode wurde auch das Deklinations-Schneckenrad
hergestellt, mit einem Durchmesser von ca. 137mm und 210 Zähnen.
Die Schnecken bzw. Schneckenwellen werden aus einem Automatenstahl
gedreht.
Wichtig ist natürlich ein möglichst guter Rundlauf zur
Minimierung des Taumelfehlers. Deshalb werden das Schneckengewinde und
die Lagerstellen in einer Aufspannung bearbeitet.
Die Lagerung erfolgt über Messing-Gleitlagerbuchsen. Das radiale
und axiale Spiel kann eingestellt werden.
Der nächste Schritt wird in der Bestimmung des periodischen
Fehlers bestehen. Als größte Fehlerquelle vermute ich die
Ungenauigkeit der Leitspindel der Drehmaschine. Dadurch entsteht ein
Steigungsfehler der Schnecke, der sich als periodischer Fehler mit der
Periodendauer einer Schneckenumdrehung zeigt.
Die Ungenauigkeiten des Führungsgetriebes, in erster Linie dessen
periodischer Fehler, hoffe ich beim Einschleifen des Schneckengetriebes
an der Montierung reduzieren zu können. Da sich 1 Zahn des
Führungsgetriebes auf 2,64 Zähne des hergestellten Rades
"verteilt", rechne ich mit einer Glättungswirkung beim
Einschleifen.
Update 15.09.09
3 Jahre liegen diese Versuche nun schon zurück... Zeit für
ein paar abschließende Worte.
Das Schneckengetriebe wurde in obiger Form an die Montierung gebaut,
eingeschliffen, und zunächst mit einem hochauflösenden
Drehgeber vermessen. Das sah dann so aus:
Der Drehgeber wird über ein Reibrad von der Kupplungsscheibe
angetrieben. Die Gummis erzeugen lediglich den Anpressdruck.
Dabei zeigte sich ein periodischer Fehler um die +/-15". Eine
längere Suche deutete schließlich auf ein Problem der
Lagerung der Leitspindel an der Drehmaschine hin (und weniger die
Spindel selbst, wie zunächst vermutet). Diese Lagerung hatte einen
Rundlauffehler, der sich auf die Schraubenlinie der angefertigten
Schnecke übertrug. Eine Überarbeitung der Spindellagerung und
natürlich Neuanfertigung der Schnecke reduzierte diesen Fehler
etwa auf die Hälfte.
Weitere Fehler entstanden an den Gleitlagern der Schnecke, in erster
Linie ein axialer Pendelfehler. Auch hier scheint die bescheidene
Genauigkeit der Drehmaschine die Ursache zu sein. Durch axiales
Einschleifen der Kontaktflächen von Schneckenwelle und
Lagerbuchsen konnte eine deutliche Verbesserung erreicht werden.
Mit einer Messuhr wird dieser Fehler sichtbar.
Es zeigte sich dass der PE auch davon abhing, wie die Lagerböcke
der Schneckenwelle auf der Grundplatte angeschraubt wurden. Das
verbleibende Radialspiel zwischen Schneckenwelle und Lagerbuchsen
ließ eine kleine Verdrehung der Lagerböcke beim Anschrauben
zu, die jedesmal anders war. Deshalb wurden die Messingbuchsen
geschlitzt, um durch Anziehen einer tangentialen Schraube im Lagerblock
die Buchsen fest auf die Welle klemmen zu können. In diesem
Zustand wurden die aufgeklemmten Lagerböcke auf einer planen
Fläche eingeschliffen, und erst nach dem Anschrauben auf der
Getriebeplatte und Zahnspieleinstellung wurde die Tangentialklemmung
soweit gelöst dass die Schnecke sich gerade so drehen lässt.
Irgendwann waren die Fehler so klein geworden, dass sie der Drehgeber
nicht mehr zuverlässig aufgelöst hat.
Die nachfolgenden Schritte mussten deshalb mittels Strichspuraufnahmen
am Himmel kontrolliert werden, was natürlich recht langwierig war.
Es wurde noch eine kleine Verkippung der Wellenmutter beseitigt, die
das axiale Spiel der Schneckenwelle in den Lagerbuchsen einstellt.
Schließlich wurde auch die Zentrierung des kleinen Schneckenrades
des Vorgetriebes auf der Schneckenwelle überarbeitet. Hier zeigte
sich, dass je nach Orientierung und Mittenversatz dieses Rades der
Periodische Fehler größer oder kleiner wurde. Es wurde
schließlich eine optimale Stellung gefunden, bei der der Fehler
nur noch +/-3" betrug. Hierbei scheint aber eine teilweise Kompensation
durch den Rundlauffehler des kleinen Schneckenrades zu erfolgen, so
dass der reale PE des großen Getriebes wohl etwas
größer ist.
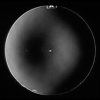
Zur Ermittlung des PE am Himmel wurden mit einem 6" f12 Mak, bei
Brennweite 1800mm, und einer DSLR Strichspuraufnahmen bei leicht
dejustierter Polachse aufgenommen. Hier eine Messung bei optimaler
Konfiguration über eine Gesamtdauer von 60 Minuten:
Die Unterbrechung geht auf einen Akkuwechsel zurück.
Die fertigungstechnischen Probleme im Bereich der Schneckenlagerung
waren eigentlich die größte Herausforderung beim
selbstgemachten
Schneckengetriebe. Die erreichte Genauigkeit der eigentlichen
Verzahnung ist wirklich erstaunlich, wenn man den primitiven
Fertigungsaufbau betrachtet.
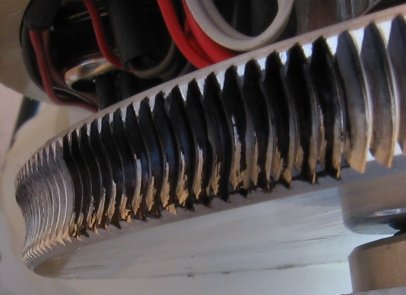
Noch zu erwähnen ist, dass die genaue Höheneinstellung der
Schnecke zum Rad wichtig ist. Durch Schwärzung der Radverzahnung
mit einem Filzstift und anschließendem Drehen der Schnecke um ein
paar Umdrehungen kann sichtbar gemacht werden, an welchen Stellen Rad
und Schnecke sich berühren. Dieses sogenannte Tragbild soll etwa
in der Mitte der Verzahnung liegen. Die Schneckenlagerung ist
entsprechend zu verändern, bis das der Fall ist. Hier Beispiele
für schlecht und gut: