Ein 8 Zoll Newton-Teleskop, insbesondere in mechanisch solider
Bauweise
und für fotografische Verwendung erfordert schon eine
kräftige Montierung, wobei dann sehr schnell die Grenze der
Transportabilität erreicht wird. Kommerzielle Montierungen
dieser
Größenordnung stellen bei entsprechender Qualität
zudem eine ziemliche Investition dar, und sind eher nicht auf
mobilen
Einsatz optimiert. Auch hier wird deshalb
der Selbstbauweg beschritten.
Die Montierung wird von "Deutscher" Bauart sein. Gegenüber z.B.
einer Gabelmontierung hat diese den großen Vorteil dass
beliebige
Tuben montiert werden können. Außerdem glaube ich bei
diesem
Prinzip eine geringere Gesamtmasse realisieren zu können. Eine
Gabelmontierung als geschweißte Stahlkonstruktion hatte ich
bereits Anfang der 90er Jahre begonnen, aber den Bau irgendwann
eingestellt, nachdem das Gewicht von Gabel und Polachse die
40kg-Grenze
hinter sich ließ.
Folgende Eigenschaften werden für die Montierung angestrebt,
bzw.
haben sich im Laufe der Realisierung ergeben:
Maximale Steifigkeit bei gegebener Masse. Für das
Achsenkreuz setze ich ca. 15-18kg Masse an, für das Stativ
ca. 8kg.
(Update 06.01.06: Nach aktueller Schätzung wird das
Achsenkreuz
bei 17,5kg landen, das Stativ bei knapp 10kg.
Update 04.08.07: Nach Fertigstellung sind es dann doch
18,2kg und
10,4kg geworden...)
Konstruktion überwiegend aus Alu, alle Teile selbst
gefertigt
Dimensionierung mit Hilfe analytischer und FEM-Berechnungen
zur
Optimierung der Steifigkeit
Alu-Hohlwellen für RA- und DE-Achse,
Außendurchmesser
zwischen den
Lagerstellen 69mm
Außendurchmesser der Lagergehäuse 100mm
Steife und spielfreie Wälzlagerung der Hauptachsen mit
angestellten
Kegelrollenlagern
feinfühlig einstellbare Rutschkupplungen
Schneckengetriebe selbst gefertigt.Durchmesser
Schneckenräder ca. 170mm (RA) bzw. 145mm (DE),
Modul ca. 0,7, Material hochfestes AL 7075
Schnecken aus Stahl, Lagerung mittels einstellbaren
Gleitlagern
Antriebe mit Schrittmotoren inkl. einer entsprechenden
Steuerung
Elektronische Teilkreise mit Koordinatenanzeige auf
LC-Display,
eventuell auch eine einfache "elektronische" Sternkarte mit
Objektbibliothek in der Steuerung
Update 04.08.07: Die Elektronik ist fertig, die Software in
Arbeit. Es
_wird_ eine elektronische Sternkarte mit Objektbibliothek (ca.
100000
Sterne, ca. 10000 DeepSky Objekte, Berechnung von Planeten- und
Mondephemeriden). Details hier.
in die Polachse integrierter Polsucher mit Beleuchtung
Die nachfolgende Zeichnung aus der Entwurfsphase zeigt wie die
Montierung mal ungefähr aussehen soll (Stand Anfang 2005). Die
Antriebe sitzen
am unteren Ende der Achsen. Das wirkt zwar nicht so elegant wie die
bei kommerziellen Montierungen überwiegend anzutreffende
Lage am oberen Ende, lässt aber konstruktiv mehr Freiheiten.
Man kann z.B. im Nachhinein ohne großen Aufwand andere
Schneckengetriebe verwenden, falls es mit dem Selbermachen doch
nicht
so gut klappen sollte... :-))
Wichtig ist hier jedoch eine hohe Torsionssteifigkeit der Wellen, da
sie über die volle Länge auf Verdrehung beansprucht
werden.
Allgemein gilt als Grundsatz für den Montierungsbau: eine
gedrungene Form mit kurzen und dicken Wellen ergibt eine höhere
Steifigkeit und Schwingungsdämpfung. Die anspruchsvolle
Formulierung dafür lautet: hohe
Flächenträgheitsmomente,
kleine Lagerabstände und kurze Kragarme.
Stand 27.06.05:
Die ersten Dreharbeiten haben begonnen. Die Wellen für
Stundenachse und Deklinationsachse sind weitgehend fertig, ebenso
die
Lagergehäuse. Nachfolgend ein paar Bilder zu den bisherigen
Ergebnissen, und Einblicke in die Fertigung der Teile.
Die Achsen, hergestellt aus Alu-Rundmaterial mit 70mm Durchmesser,
sollen hohl sein um einen Polsucher integrieren zu können.
Also muss erst mal von beiden Seiten her ein Loch gebohrt werden.
Der
25mm Bohrer lässt ganz schön die Späne fliegen :-))
Der Durchlass der Wellen soll 26-30mm betragen, die 25mm Bohrung
muss
also entsprechend ausgedreht werden. Bei einer Tiefe bis 130mm gar
nicht mal so einfach, mit einer selbstgemachten Bohrstange hat es
dann
funktioniert. Die Deklinationsachse
hat am unteren Ende einen Innenkonus, um die
Gegengewichtstange stramm sitzend aufzunehmen. Auf dem Foto ist die
im
Werden befindliche Welle für die Rektaszensionsachse, oder
eigentlich besser Stunden- oder Polachse zu sehen. Um die Stirnseite
und den Innenbereich bearbeiten zu können ist das Ende der
Welle
in einer Lünette eingespannt (das weiße Teil mit den 3
einstellbaren Bronze-Druckstücken).
Nachdem die Innenbearbeitung und grobe Außenbearbeitung
abgeschlossen ist, werden
die Passungen für die beiden Kegelrollenlager und das
Schneckenrad
in einer
Aufspannung gefertigt. Dadurch erhält man eine sehr gute
Rundlaufgenauigkeit der Achse. Als Gleitfläche für das
Schneckenrad wurde zuvor eine Messingbuchse aufgeschrumpft. Das ist
erforderlich, da auch die Schneckenräder als Alu gefertigt
werden,
und eine Materialpaarung Alu/Alu fressen würde. Der
Innendurchmesser der Messingbuchse wurde auf 40,94mm gefertigt, die
Welle auf 41,00mm. Die Welle kam deshalb einige Zeit in die
Tiefkühltruhe, der Messingring wurde mit dem
Heißluftgebläse
erwärmt. Durch die Temperaturdehnung ließen sich die
Teile
dann
leicht zusammenfügen. 3 Sekunden
später waren die Temperaturen wieder ausgeglichen, und der Ring
saß fest auf der Welle.
Die Lagergehäuse, hergestellt aus dickwandigem Alu-Rohr mit
100mm
Außendurchmesser, werden innen durchgehend auf 70mm
ausgedreht,
und
erhalten dann die
beiden 80mm-Lagersitze für die Außenringe der
Kegelrollenlager.
Ziel ist es dass die Lagerringe möglichst spielfrei sitzen.
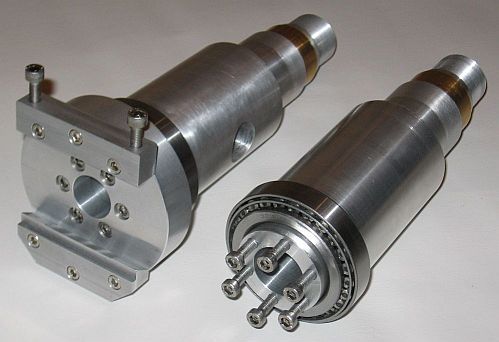
Hier die Komponenten der beiden Hauptachsen: Pol- und
Deklinationswelle, die beiden Lagergehäuse, und eines der 4
Kegelrollenlager.
Stand 13.07.05:
Die Gegengewichtstange wird aus rostfreiem V2A-Stahl mit einem
Durchmesser von 25mm gefertigt. Das Ende zur Befestigung in der
Deklinationswelle wird auf eine Passung von 22mm abgedreht, und
erhält einen Konus. Dadurch sitzt die Gegengewichtstange fest
in
der Welle, ist sauber zentriert und hat keinen Schlag. Eine zentrale
Spannschraube hält die Stange in der Deklinationsachse fest.
Wichtig für die Steifigkeit einer Montierung ist die
Verbindungsstelle der beiden Achsen, also der Übergang von der
Polwelle zum Gehäuse der Deklinationsachse. Eine steife
Verbindung
erreiche ich mit einem Flansch, der sich auf einer Seite am
Innenring
des oberen Lagers der Polwelle abstützt, und auf der anderen
Seite
eine Hohlkehle hat, die sich exakt an den Umfang des
Deklinationsgehäuses anschmiegt. Die beiden Teile werden an
dieser
Stelle verklebt, zusätzlich zu der Schraubverbindung.
Der Flansch hat auf der Unterseite eine Passung zur Führung auf
der
Polwelle:
Die obere Seite erhält eine konkave Fläche mit dem
gleichen
Radius wie das Lagergehäuse. Dazu wird das Werkstück so
auf
der Planscheibe aufgespannt, dass es exakt mit diesem Radius
umläuft. Wenn man mit dem Drehmeißel die erforderliche
Tiefe
erreicht hat, stimmt dann auch der Radius.
Die Verbindung zwischen Polwellen-Gehäuse und Stativkopf
erfolgt
über den Polblock. Dieser hat vor allem die Aufgabe die
feinfühlige Ausrichtung der Polwelle auf den Himmelspol zu
ermöglichen, nachdem das Teleskop aufgestellt wurde.
Zentrales Element des Polblock-Baugruppe ist ein Alublock mit einer
Größe von ca. 60 x 80 x 90mm. Dieser erhält auf
gegenüberliegenden Seiten Gleitflächen, wo die Gabelarme
des
Unterteils angreifen. Mittels einer zentrale Spannschraube erfolgt
die
Klemmung dann über Reibung in den Gleitflächen.
Stand 17.07.05:
Der Polblock wird auf beiden Seiten von 20mm starken Gabelarmen
gehalten. Mit einer federbelasteten Durchgangsschraube werden
später die Teile zusammengepresst, wobei durch Reibung die
erforderliche steife Verbindung entsteht. Zwischen Gabelarme und
Polblock kommt noch eine dünne Messingscheibe. Für die
Polhöheneinstellung mittels einer Justierschraube muss
natürlich das Polhöhenlager etwas beweglich bleiben.
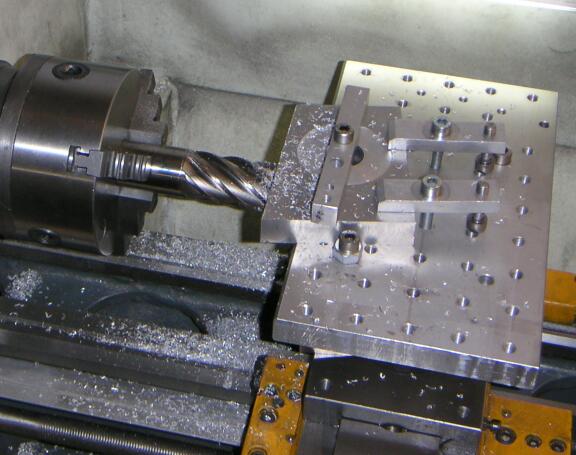
Die Gabelarme werden aus einer 20mm starken Aluplatte grob
ausgesägt. Dann werden auf der Drehmaschine die
Gleitflächen
geplant, und die Bohrung zur Aufnahme von Gleitbuchse und
Spannschraube
gefertigt. Das folgende Bild zeigt die Bearbeitung der
Außenkontur mit
einem 32mm Schaftfräser.
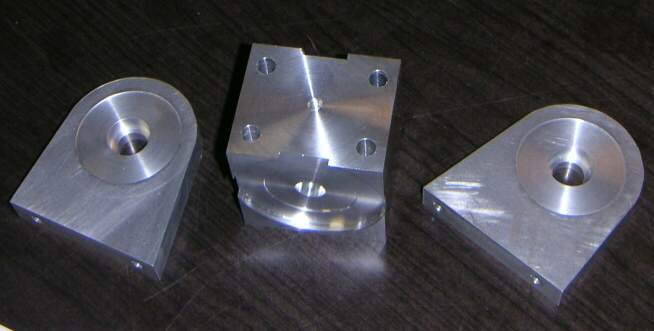
Hier die 3 zentralen Teile des Polblocks: zwei Gabelarme und
der
zentrale Alublock. Bei diesem ist noch einiges zu tun, zum Beispiel
müssen die im Bild oberen Ecken noch unter einem Winkel von 45
Grad weggefräst werden, damit die seitlichen Gleitflächen
zugänglich
werden.
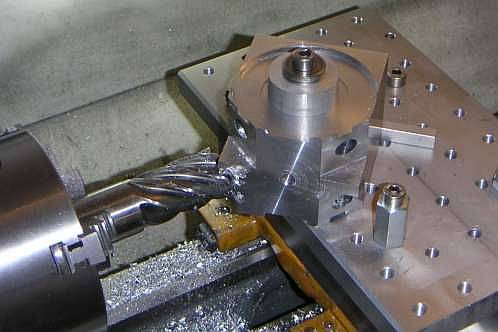
Stand 20.09.05:
Weiter geht's mit den Fräsarbeiten am Polblock:
Bei den Gabelarmen sorgen Fasen und abgeschrägte Ecken für
ein gefälligeres Aussehen...
Ein erster Zusammenbau des Achsenkreuzes erfolgte nach 159
Arbeitsstunden. Die Passungen der Wälzlager der
Hauptachsen wurden mit leichtem Übermaß bei 20°
gefertigt,
damit auch bei Temperaturen um -10° noch kein Spiel zwischen den
Alu-Wellen und den Stahl-Lagerringen auftritt. Deshalb wurden die
ganzen Teile vor dem Zusammenbau bei -20° in die
Tiefkühltruhe
gesteckt, und schließlich im kalten Zustand montiert. Dabei
ließen
sich die Lagerringe mit wenig Kraft auf die Wellen
aufschieben.
Außer den oben näher erläuterten Teilen sind hier
auch
zu
sehen:
- Schneckenrad-Naben an den unteren Enden der Wellen. Diese Teile
haben
zwei Funktionen: zum einen bilden sie eine Axial-Gleitfläche
für die Rutschkupplung des Schneckenrades. Die Nabe
überträgt dabei das Drehmoment vom Rad auf die Welle. Die
andere Funktion besteht in der axialen Anstellung des unteren
Kegelrollenlagers. Dazu befinden sich in der Nabe 6 Stiftschrauben,
mit
denen das Lager axial verschoben und somit das Lagerspiel justiert
wird. Die Nabe selbst wird über
eine Tangentialklemmung auf der Welle fixiert.
- Handräder zur Klemmung der Achsen, genauer gesagt zur
Einstellung des
Reibmoments der Rutschkupplungen. Diese Bedienelemente bilden den
unteren Abschluss der Wellen. Bei der DEK-Achse geht die
Gegengewichtstange durch das Handrad, bei der Polachse wird sich
dort
der Einblick für den Polsucher befinden. Zur späteren
Erhöhung der
Griffigkeit haben die Handräder Nuten zum Einlegen von
O-Ringen.
Stand 06.01.06:
Als überraschend problematisch hat sich in FEM-Rechnungen der
Bereich um die Schneckenlagerung gezeigt. Man muss hier recht massiv
konstruieren, um keine Schwachstelle bezüglich der Steifigkeit
einzubauen. Aus diesem Grund werde ich auch keine Kugellager zur
Lagerung der Schnecke verwenden, sondern einstellbare Gleitlager.
Die
platzmäßig in Frage kommenden Kugellager reichen
bezüglich
der Steifigkeit nicht aus.
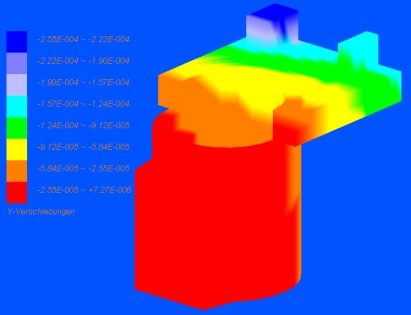
Nachfolgend eine beispielhafte FEM-Simulation der Getriebeplatte in
RA
mit den umgebenden Bauteilen. Die Darstellungen zeigen die
Schneckenlagerböcke (oben rechts bzw. "hinten"), die
Getriebeplatte
(waagrecht oben liegend), das RA-Lagergehäuse (stehend in
Bildmitte)
und den Gehäuseflansch (unten links bzw. "vorne"). Es werden in
den
größeren Lagerbock (=Festlager) Kraftkomponenten
eingeleitet, die
der späteren Beanspruchung durch die Schnecke entsprechen, wenn
am
Tubus "gerüttelt" wird. Der Gehäuseflansch, wo in der
Realität der Polblock angeschraubt ist, wird in der Simulation
"fest eingespannt".
Das erste Bild zeigt die Modellierung der Struktur durch finite
Elemente. Man kann sich das so vorstellen dass eine komplexe
Struktur
durch viele (einige Tausend!) kleine Elemente nachgebildet
wird,
deren Verformung man berechnen kann. Natürlich nicht von Hand -
für dieses Beispiel war ein Gleichungssystem mit ca. 23000
Unbekannten von der FEM-Software zu lösen.
Das zweite Bild zeigt ein Ergebnis der Simulation. Es ist hier
farblich
dargestellt wie sich die Struktur an den verschiedenen
Stellen in Y-Richtung "verbiegt". Das ist die Richtung der
Längsachse der Schnecke (in der Darstellung von hinten-links
nach
vorne-rechts). Rot bedeutet: nur sehr wenig Verformung in
Y-Richtung, blau bedeutet: starke Verformung in
Y-Richtung.
Wobei die absoluten Zahlen recht klein sind - maximal 0,25
Mikrometer
(dunkelblau) bewegt sich der Lagerbock an seinem oberen Ende
(gegenüber dem fest eingespannten Gehäuseflansch), bei
einer
angenommenen
Belastung von 1Nm an der RA-Welle. Das wiederum entspricht einer
Krafteinleitung von ca. 2N (entsprechend einem Gewicht von 200g) am
Okularauszug des Newton. Diese Kraft könnte etwa beim
Fokussieren
entstehen. Umgerechnet in Bogensekunden ergibt sich daraus eine
Bildbewegung von 0,6" - also unmerkbar wenig. Natürlich leisten
auch noch alle anderen Montierungsbauteile ihren Beitrag zur
gesamten
Bildbewegung, diese wird für das Gesamtsystem eher im Bereich
5"
bei dieser Krafteinleitung
liegen.
Die Getriebeplatte, also die Basisplatte die die Schneckenlagerung
mit
dem Gehäuse der Hauptachse verbindet, wird aus 20mm starkem Alu
gefertigt. Sie wird über den halben Umfang mit dem
Lagergehäuse verschraubt, und erhält deshalb eine
180°-Freiarbeitung. Hierzu wird der Drehmeißel mit einem
speziellen Halter ins Futter der
Drehmaschine eingespannt und rotiert, während das
Werkstück
stillsteht.
Da das Sägen von so dickem Material von Hand zu anstrengend
ist,
kommt jetzt ein Sägeblatt ins Futter, und die Drehmaschine wird
zur Kreissäge umfunktioniert:
Lagergehäuse, Getriebeplatten, Gehäuseflansche und
der
Polblock zusammen montiert:
Das folgende Bild zeigt die Schwalbenschwanz-Kupplung an der
Deklinationswelle. Man sieht hier auch die näheren Details der
Anbindung an die Wellen: über 6 Schrauben wird der
Flansch gegen den Innenring des Kegelrollenlagers gespannt. Es dient
also nicht die Stirnseite der Aluwelle zur Übertragung der
Kraft
bzw. des Drehmoments, sondern der Stahlring des Lagers. Durch die
starke Abhängigkeit der Biegesteifigkeit vom Radius
(proportional
R hoch 4!) und dem größeren E-Modul von Stahl
gegenüber
Alu ergibt das
eine
hohe Steifigkeit dieser ansonsten kritischen Stelle.
Hier ist die oben erwähnte Schneckenrad-Nabe zu sehen. Es
handelt
sich um einen Ring, der teilweise geschlitzt und mit einer
Tangentialklemmung versehen ist. Er wird auf die Welle aufgeschoben,
an
einen Absatz angedrückt (=Herstellung von Taumelfreiheit), und
festgezogen. Die Rückseite des Rings dient dann als
Gleitfläche für das Schneckenrad, und bildet eine Seite
der
Rutschkupplung. Auf der anderen Seite ragen 6 Stiftschrauben nach
außen, über die axialer Druck auf das benachbarte
Kegelrollenlager ausgeübt wird, zur Justage der Lagerung auf
Spielfreiheit.
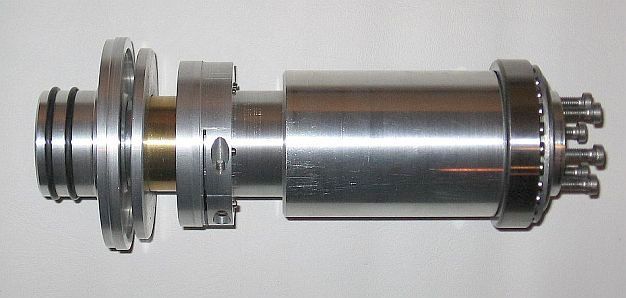
Hier die Welle mit den angebauten Teilen. Von links nach rechts:
Handrad zur Einstellung der Rutschkupplung (frei drehbar), feste
Basisplatte der Kupplung, bewegliche Druckplatte der Kupplung,
Messingbuchse für Schneckenrad (Schneckenrad fehlt),
Schneckrad-Nabe, 1.Lager (fehlt), Welle, 2.Lager, stirnseitige
Verschraubung.
Die Rutschkupplung ist noch nicht fertig. Es fehlen noch die
Gleitscheiben (Messing), die Druckschrauben zwischen fester und
beweglicher Kupplungsplatte, und die Mechanik die die Drehung des
Handrades in eine Drehung einer der Druckschrauben umwandelt.
Und die ganze Pracht zusammenmontiert:
Inzwischen befindet sich auch das Stativ im Bau. Es wird im
wesentlichen aus 6 Rohren bestehen, die paarweise unter einem Winkel
von ca. 7° ein Stativbein bilden. Im oberen Bereich verbindet
der
Stativkopf die Rohre beweglich, und bildet die Basis zum Aufsetzen
der
Montierung.
Die Stativbeine aus V2A-Rohr haben einen Außendurchmesser von
34mm bei einer Wandstärke von 2mm. Die Höhe des Stativs
wird 770mm betragen, und nicht verstellbar sein. Das ist auch nicht
erforderlich, da durch den drehbaren Vorderteil des Newton-OTA
bereits
eine einfache Möglichkeit zur Anpassung der Einblickhöhe
besteht.
Gegenüber einem Stativ mit teleskopartig ausziehbaren Beinen,
die
als einzelne Rohre ausgebildet sind, hat die hier verfolgte Bauweise
eine höhere Steifigkeit bei gleichem Gewicht, da hier die Rohre
nur auf Zug und Druck beansprucht werden und nicht auf Biegung.
Ein VA-Rohr auf der Drehmaschine, zum Ablängen und Planen der
Stirnseiten:
Hier die bisher fertig gestellten Stativteile. Es fehlen noch die
Lagerböcke, die die oberen Rohrflansche mit dem Stativkopf
verbinden, sowie die zugehörige Gelenkmechanik.
Der Stativ-Fuß ist aus drei Aluplatten aufgebaut. An den
unteren
und oberen Rohrenden verbindet je ein Alu-Flansch das Rohr mit
Fuß bzw. Kopf. Der obere Flansch wird später mit dem Rohr
verklebt. Unten wird der Aluzylinder ca. 2mm versenkt mit dem Rohr
verstiftet. Durch Anziehen der Schrauben am Fuß wird das Rohr
dann gegen die Aluplatte verspannt und nimmt den korrekten
Neigungswinkel ein, der durch die 3,4°-Schräge der Platte
vorgegeben wird.
Stand 25.05.06:
Nur ein kurzes Zwischen-Update.
Die letzten Monate waren geprägt von Versuchen rund um die
Schneckengetriebe-Herstellung. Dieses Thema habe ich auf einer eigenen Seite dargestellt.
Die Teile des Achsenkreuzes wurden inzwischen lackiert, das Stativ
ist
weitgehend fertig, ebenso verschiedene Bedienelemente.
Stand 04.08.07:
Lange hat sich auf dieser Seite nichts mehr getan, dafür um so
mehr im Bastelkeller. Ich kann mit dem heutigen Tag vermelden:
Ta-Taaaaaa
.... die Montierung ist fertig zum First-Light!
Alle wesentlichen Funktionen sind realisiert. Es fehlen noch ein
paar
Dinge, wie z.B. eine Skala für den Polsucher, und verschiedene
kleinere Nacharbeiten. Ein dickes Arbeitspaket wird noch die
Software
für die Steuerung,
genauer gesagt
für das grafische
Bediengerät. Einfaches Nachführen über eine
Handsteuerbox mit 4 Tasten funktioniert aber bereits.
So sieht sie also jetzt aus:
Und zusammen mit dem Newton in beobachtungsbereitem Zustand:
Update 15.09.09:
Die bisherigen Erfahrungen mit der Montierung sind durchweg positiv.
Die
Steifigkeit mit dem 12kg schweren Newton ist absolut
überzeugend
selbst bei hoher Vergrößerung. Das Fokussieren erfolgt
nur mit minimalen Schwingungen im Bild, und auch leichtere
Windstöße bleiben unbemerkt. Auch die Rutschkupplungen
arbeiten einwandfrei und sind sehr feinfühlig
dosierbar.
Als einziger Nachteil beim mobilen Einsatz fällt das doch recht
hohe
Gewicht auf. Zusammen mit dem passend angefertigten Alukoffer
sind 25kg
zu tragen.
Leider ist wegen anderer Projekte der "intelligente" Teil der
Steuerung
mit Teilkreis-Auswertung und Sternkarte/Objektbibliothek noch nicht
fertig. Es ist somit lediglich ein Nachführbetrieb mit
Korrekturbewegungen per Handsteuerbox bzw. Autoguider möglich.
Auch der Polsucher erfordert eine Neukonstruktion, da die jetzige
Ausführung mit kurzbrennweitigem und daher tiefliegendem
Objektiv
durch den langen Lichtweg durch die Achsen nur ein winziges
Gesichtsfeld hat.
Die Nachführgenauigkeit des selbstgemachten Schneckengetriebes
ist
recht erfreulich, wie hier zu sehen
ist.
Vielleicht noch ein paar Zahlen am Schluss: Planung und Bau der
Montierung hat sich über 4 Jahre hingezogen. Die Arbeitszeit
zur
Herstellung der Teile, Zusammenbau, Änderungen etc.
beläuft
sich auf ca. 800 Stunden. Für das Material und diverse
Werkzeuge
wurden ca. 750€ investiert.